| 碳纤维复合材料制造方法之真空成型工艺 |
| 发布时间:2017-02-17 17:14 | 浏览次数: |
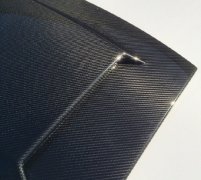
碳纤维复合材料生产过程中,真空抽脂法能以低制造成本生产出体积大而较简单的产品,并且获得较佳的品质。结合传统真空袋 成型法与树脂转注成型法之制程,利用两条事先钻孔处理之软管来导引树脂进入真空袋中快速含浸纤维,可大幅地缩短充模的时间,并且有效地降低制造成本。使用树脂真空扩散成型,来制作高分子复合材料层板。以抽真空产生之压差,快速地使树脂灌注于真空袋内含浸纤维。
真空抽脂法介绍 传统上真空袋成型法的制程,是先将纤维预浸树脂,并经烘干胶化后,控制树脂达到干而不黏手的阶段,此阶段称为B阶段(,再利用此预浸后之层积片置入真空袋中,加热加压而硬化为产品。而纤维预浸树脂的制程则是造成制造成本居高不下的主要因素,有鉴于此,为了有效地降低成本,并保有真空袋法优良品质之优点,于是有把树脂转注成型法的充模过程,结合在传统真空袋法制程内,替代原有预浸纤维之步骤,而提出树脂真空注射的新观念来制造大型平板构件。目前使用的方法为将树脂制成薄膜,放置于纤维下,置于真空袋中,加热使树脂溶化并含浸纤维。但此法须将树脂制成薄膜,于室温下不溶化,可使用之材料因此而受限制。而另一有效的装置,是在纤维叠层上下方各铺放一层特殊的树脂分布介质,充模时树脂能快速自由地流遍整个树脂分佈介质,然后抽真空让真空袋向下压挤,使纤维含浸树脂。 而树脂真空注射的制造程序,是先将纤维叠层预置于真空袋中后,抽真空,藉由两条事先钻孔处理之软管导引,以抽真空产生之压差,快速地使树脂灌注于真空袋内含浸纤维,然后关闭进出口,使真空袋保持真空,让大气压力对含浸后之纤维叠层产生压挤的效果,最后在室温或高温下固化成型。 真空导入方法 1.树脂配置并除气:将树脂和硬化剂依重量比100:35分别配好,置于锥形瓶中。再一起用除气设备抽真空来除去原本在试剂中的气体。因为树脂的黏滞性过高,故将电磁加热搅拌器的加热器打开(温度维持约80℃),加热约30—45分钟后关掉。但需注意硬化剂则不可加热。 2.预置叠层物于真空袋:将纤维叠层物叠层顺序排列,依序铺放于真空袋内,然后将树脂导管及真空树脂出口放置于叠层物上,最后再以硅胶和真空胶带将真空袋四周密封。需注意要将真空胶带与真空袋压紧密合。 3.预热:将模具和真空袋置于热压机之平台,施予预热温度70℃。此时并将树脂导管及真空树脂出口依真空注射系统配接。 4.充模:将除气完毕的树脂和硬化剂小心倒入烧杯内,搅拌均匀后,置入注射压力槽中,等待充模。此时需注意,压力槽盖不用关闭,充模是利用抽真空使袋内与外界产生之压差,压缩树脂通过导管进入真空袋中。充模前先打开真空帮浦将袋内空气抽出后再进行灌模,打开树脂进口,开始充模,待树脂进入导管后开始计算充模时间,并观察流场,等到树脂完全全浸湿整个叠层物后,结束计时再让树脂继续流动使出口处之气泡流出后,将真空树脂出口关闭,但树脂进口先不要关闭,保持一段时间,让树脂继续进入,最后等到树脂稳定不再进入后,关闭树脂进口即完成充模。 5.固化与拆模:将充模完成之叠层成品放置于室温固化,待成品固化后打开真空袋取出成品,即告完成。 |
| 上一篇:碳纤维复材加固施工方法 下一篇:碳纤维复合材料特点及应用 |