英特力beoplay官网不安全
Product center



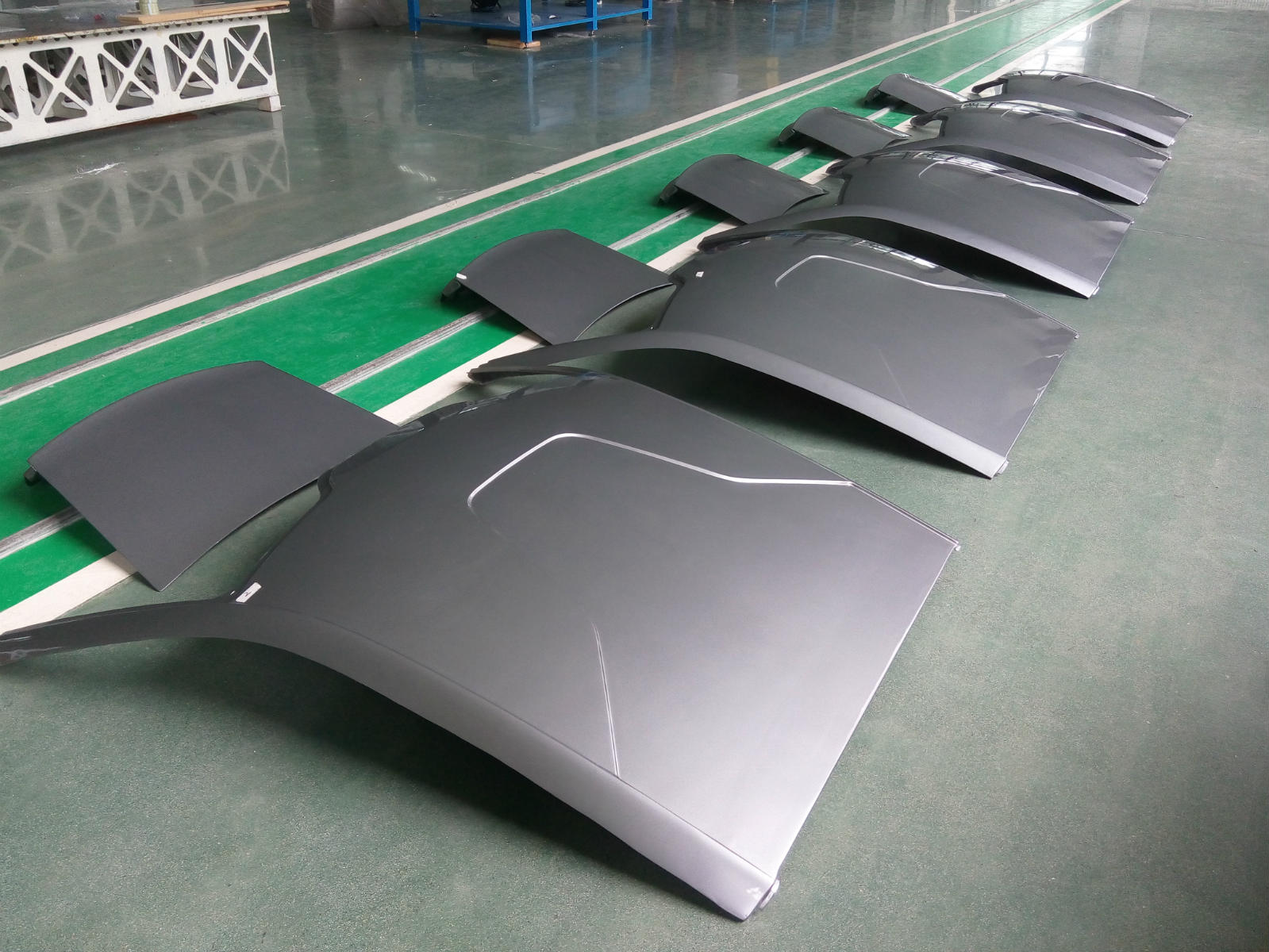





















 根据客户需求计算机仿真模拟设计评估技术探讨高性价比方案
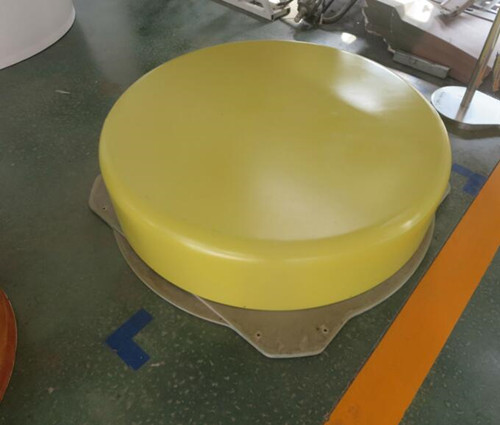
根据客户需求计算机仿真模拟设计评估技术探讨高性价比方案 大型生产设备支持一体成型
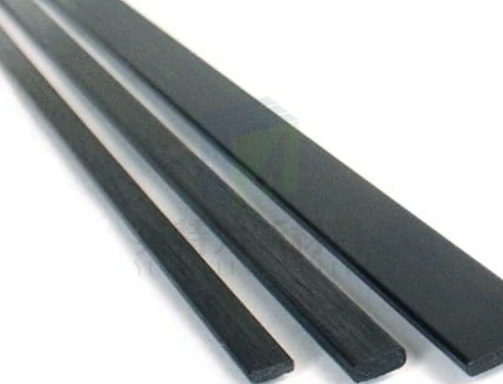
大型生产设备支持一体成型 真空热压工艺,产品工艺精致,结构安全可靠,系统稳定性好
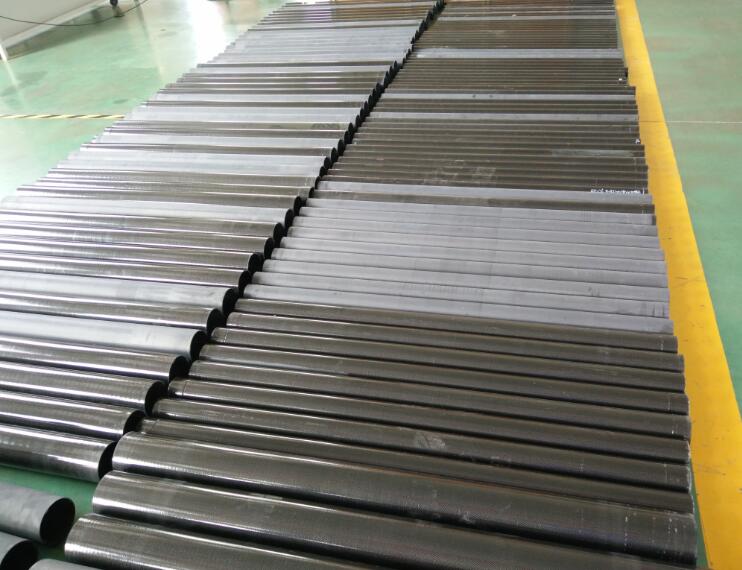
真空热压工艺,产品工艺精致,结构安全可靠,系统稳定性好 多维检测体质,军需要求,品质保障
多维检测体质,军需要求,品质保障